











Mechline tap into operator concerns surrounding hygiene and water with latest intelligent sensor tap
News
Mechline Developments are excited to announce the launch of their latest AquaTechnix tap – the TX-i
Designed with the most advanced electronics on the market, Mechline’s intelligent TX-i boasts a whole host of benefits including a super-smart instant shut-off valve, extended battery life, and enhanced anti-bacterial properties as John Newell, Director at Mechline Developments, details:
“The huge water savings, hygiene and durability benefits of our brand-new TX-i tap are largely made possible thanks to our smart-valve, coupled with latest time of flight IP67 rated infrared sensor technology. This clever technology instantly detects hand motion without false triggers and provides instant shut-off. As such, water need not be wasted, and therefore money saved. To put this into perspective, operators of the TX-i can expect to reduce water consumption by up to 72% in comparison to a standard, traditional basin tap.”
This clever, contactless method of hand-washing also helps to reduce touch-points across an entire handwashing area. Increasingly, this is becoming a necessity in kitchen, bar, washroom and healthcare settings where minimising the spread of bacteria is paramount.
The AquaTechnix TX-i sensor tap is available in two sizes, 200mm and 300mm, offering flexibility to suit different installation needs. Designed for seamless integration, it can be easily fitted directly onto countertops. Its sleek design perfectly complements Mechline’s full range of basins, pairing the advanced functionality of the TX-i with the durability and practicality of our BaSix Basin range.
Taking hygiene precautions yet another step-further, the TX-i is also configured to run an independent anti-stagnation flush every 24 hours. This service flush serves to prevent legionella colonies from forming.
Built to cope in the most demanding environments, the battery operated TX-i is designed to run on the same batteries for up to 5 years, or 365,000 hand-washing cycles. What’s more, the tap spout is engineered from high-strength tubular 316L stainless steel to provide superior sturdiness and strength and hygiene, coupled with latest water aeration technologies and a PEX lined braided hose. Making it the perfect solution for retrofitting and upgrading existing facilities.
Universally suitable and easy to maintain and install, the TX-i comes complete with a universal horseshoe clamp that can be secured to any work surface up to 40mm thick. DZR and lead-free with 4MS valve fittings, the TX-i has been designed to satisfy the worldwide market.
For more information on Mechline’s AquaTechnix TX-i range, please visit www.mechline.com/tx-i/

Mechline Developments achieves ISO 14001 environmental management certification
News
Mechline Developments has officially received ISO 14001 certification – an internationally agreed standard for environmental management systems (EMS).
Serving to strengthen Mechline’s already impressive environmental credentials, the ISO 14001 certification is awarded to companies that have laid a foundation for a sustainable and future-ready approach to environmental management. This goes hand-in-hand with the portfolio of green solutions that Mechline offer including BioCeptor for FOGS (Fats, Oils, Grease and Starches) management, HyGenikx for food waste reduction, and the AquaTechnix TX-i tap for water savings, as Mechline’s Commercial Director, John Newell, details:
“For Mechline, being green runs much deeper than the products we develop. We are constantly looking at ways that we can reduce our environmental impact on a company-level, and have truly bolstered our efforts in recent years, always ensuring that we are aligning with the framework provided by the ISO standard.”
Nick Falco, Mechline’s Product & Technical Director, shares in John’s enthusiasm, saying:
“We are delighted to have now been awarded the prestigious ISO 14001 certification, which was audited through BSI. This accreditation perfectly reinforces our unwavering commitment to sustainability, environmental responsibility, and a continuous process of improvement.”
Since 1988, Mechline Developments has focused on manufacturing a portfolio of innovative and unique foodservice products for the foodservice industry. With a goal to provide solutions that improve hospitality environments, every product manufactured by Mechline has been developed to specifically improve key processes, whether this is related to hygiene, food safety, grease management or more.
To learn more about Mechline Developments and its products, visit www.mechline.com.

Marsh Commercial: How to navigate the fleet insurance market
News
Managing a fleet of vehicles is a challenging job. Fleet operating costs in the UK remain high, with fuel, workforce, maintenance and repair costs all volatile in recent times. The motor fleet insurance market presents unique challenges. But the right cover can play a central role in your fleet management company. While motor fleet insurance premiums on average are also steadily increasing, there are strategies fleet managers can take to mitigate against and beat this trend and lower their premium costs.
Therefore, it is crucial to remain informed and proactive in identifying strategies and focal areas that directly influence insurance-related costs, as well as understanding how these costs can be effectively managed and reduced.
Read the latest Marsh Commercial article for expert insights into the current motor insurance landscape, how underwriters calculate your motor premium, and strategies to stay ahead in the motor fleet insurance market.
Need expert advice?
Navigating the motor fleet insurance market doesn’t have to be daunting. Marsh Commercial experts can help you understand every detail of your insurance needs. They can also identify opportunities to save you money. By leveraging our insights and resources, you can position your fleet for success in a challenging market.
Don’t let rising premiums catch you off guard. Call Leah Gregory on 07385 482545 or email leah.gregory@marshcommercial.co.uk for support in optimising your fleet insurance strategy. Together, we can ensure that you stay on the right side of the market and achieve the best value for your fleet.

ceda delivers Construction Contract training courses
News
Earlier this year, ceda announced the formation of its new working group’s structure to focus on some of the most important topics facing the catering equipment and foodservice industry. Working in the construction sector was identified as a key focus area.
The Main Contractor Working Group exists to allow Members working in the increasingly challenging construction space to collaborate and share knowledge. It is responsible for highlighting the challenges that exist in the construction sector working with main contractors – both general issues and those specifically pertaining to our sector – and delivering solutions that mitigate risk, create a more efficient process and promote the importance of early engagement with catering contractors.
Key priorities such as eliminating retentions, improving payment practices and contractual terms, have been identified and ongoing work continues in these areas.
The Group has produced guidance documents and template policies to help Members navigate and thrive in this sector, but it was felt that training was significantly important to enable Members to be best equipped to conquer challenges and best protect themselves.
Between June and August, we ran the following courses, in partnership with the Confederation of Construction Specialists;
- Introduction to Construction Contracts
- Contractual Awareness for Salespeople
- JCT Contracts 2016 & 2024 Updates
- Contractually Managing & Supervising Construction Work
- Specialist Sub-Contractor Management
- Obtaining Payment
- Handling Claims & Disputes
86 attendees from 23 Member companies attended these sessions and the feedback has been extremely positive.
ceda Director General, Adam Mason comments, “It’s so important that we best arm and equip our Members who are operating in the increasingly challenging Construction sector. Not only to protect themselves but also to be best placed to win business and deliver outstanding projects.
“Our membership of Build UK helps enormously in this regard and allows us to be at the heart of discussion, development and influence.
“The more Members are prepared to collaborate and share, the better the solutions that we can deliver. I’m satisfied with the progress that has been made, but conscious that there is lots more to do to enable our Members to thrive in Construction.”
The next areas of focus are BIM and CDM. Further details of which will be announced shortly.

WaterCare is excited to shine a spotlight on our FlowBoost pump range
News
WaterCare is excited to shine a spotlight on our FlowBoost pump range – designed to give caterers, service teams, and distributors a reliable, high-performance solution for boosting water pressure where it’s needed most.
FlowBoost pumps are built with durability and ease of use in mind, helping you maintain consistent water flow for equipment such as glasswashers, dishwashers, and coffee machines. Compact yet powerful, they’re easy to install and deliver dependable performance in demanding commercial environments.
This innovative range reflects our ongoing commitment to supporting the catering equipment industry with practical, reliable solutions that keep operations running smoothly. No more downtime or costly callouts – with FlowBoost, you can be confident your equipment is receiving the water supply it needs.
Whether you’re fitting out a new site or upgrading existing equipment, FlowBoost is your go-to pump solution for consistent pressure and peace of mind.
For any questions or support, our team is always here to help.
01279 780 250
info@watercare.co.uk



Adande Releases New Drawer Management Video
Adande Releases New Drawer Management Video
Adande has launched a new instructional video on its YouTube channel showing customers how to optimise storage space in their refrigerated drawers using GN pan racks and dividers.
The video demonstrates how to organise and segment ingredients to maximise storage efficiency and improve workflow. Adande says proper drawer configuration helps commercial kitchens save time, reduce food waste, and maintain hygiene standards.
The educational resource is now available on Adande Refrigeration’s YouTube channel as part of their customer support initiatives.

Fri-Jado Driving Food-To-Go Innovation
News
Fri-Jado is proud to return to Lunch! 2025, the UK’s leading trade show for the food-to-go and foodservice sector, taking place at ExCeL London on 24–25 September. Visit us at stand L241 to explore the latest in hot and cold display technology – built to help you boost sales and cut waste with energy-efficient merchandisers that deliver unbeatable food visibility, and keep every bite fresh.
As the demand for fresh, fast, and visually appealing food-to-go continues to grow, Fri-Jado is at the forefront of innovation. Our advanced merchandisers and display units combine industry-leading temperature control, exceptional food visibility and energy-efficient performance. All designed to help operators thrive in today’s fast-paced food environments.
Whether you’re in retail, QSR, hospitality, catering or foodservice, our flexible equipment solutions fit seamlessly into any operation. From compact countertop units to high-capacity hot and cold displays, Fri-Jado delivers equipment that works hard and looks great. Giving you the tools to impress customers and drive profitability.
Trade registration is now open – and it’s completely FREE!
We’d love to welcome you to stand L241 at Lunch! 2025, where you can get hands-on with our latest hot and cold food-to-go equipment. It’s the perfect chance to meet the Fri-Jado team, explore our innovative display solutions and see how we can help take your food-to-go offering to the next level.
See you there!
Register for free today (trade only)
https://eventdata.uk/Forms/Form.aspx?FormRef=NRL95Visitor&PageNo=20&TrackingCode=VLU36
Learn more about Fri-Jado www.frijado.com



How one Lancashire Kitchen Transformed Production with the RATIONAL iVario Pro
News
Breda Murphy Food Services: Restaurant-Quality Meals Made To Enjoy At Home
Based in Mitton near Whalley, Lancashire, Breda Murphy Food Services delivers award-winning, handcrafted British and Irish meals that are made with fresh, local ingredients, as well as a variety of delicious desserts and cakes. Available for home delivery and from their on-site deli, these dishes are designed with nourishment and quality in mind. “We’ve created a menu of over 25 restaurant-quality ready meals for people to enjoy in their own home”, Breda says.
Customers are often delighted with the quality. “People were amazed when they’re taking home a ready meal in a tray, that they actually feel as if they were in a Breda Murphy’s restaurant,” Breda explains. “There’s no way I could achieve that without the iVario Pro.”
Before investing in the Rational iVario Pro technologically advanced bratt pan. Breda’s kitchen relied on two six-ring burners. “The logistics were absolutely dreadful. You have to be passionate to keep going,” she recalls. “We needed something that could handle large volumes, allow us to grow, and keep our menu varied.”
A recommendation from a fellow chef led Breda to the iVario cooking system. “I spent a few hours seeing it in action and thought, I have to have this.” The impact was immediate. “To go from pots and pans and a huge mess to one piece of equipment that can poach, fry, braise, hold, pressure cook – it’s paid for itself in 18 months.”
Consistency is key. “If you buy from us today and again tomorrow, it needs to be the same. You’re only ever as good as your last meal.” With the iVario, production has quadrupled to 600–700 units daily. “We used to cook 10 kilos of meat using 12 rings and 10 pans. Now we do 40 kilos at a time, six days a week.”
As a result, efficiency has soared. “No more carrying pots or sky-high energy bills. Cleaning is simple, hose it out and start again.” For Breda, the iVario is more than a tool. “It’s a companion that works as hard as you do. We couldn’t go back now. The fact we’re thinking of getting another one says it all.”
With the Rational iVario Pro, Breda Murphy Food Services has transformed its kitchen – boosting output, cutting costs, and delivering consistent, restaurant-quality meals to homes across Lancashire.
We understand the importance of making informed decisions, especially when it comes to investing in innovative kitchen equipment. That’s why we’re thrilled to offer you the opportunity to trial the iVario, the game changer, for FREE for a full 6-week period prior to purchasing. www.rational-online.com/en_gb/lp/ivario-interest-ad/




Specifi Introduces TM65 Carbon Data into Digital Catalogues
News
Specifi is taking the next step in supporting sustainability across the foodservice industry by implementing TM65 carbon footprint data into our digital catalogues.
TM65, Embodied Carbon in Building Services: A Calculation Methodology, is a standard developed to assess the embodied carbon of products linked to building services engineering systems. Its purpose is to increase understanding and support research into whole-life carbon, ensuring businesses can make more informed decisions about the environmental impact of their projects.
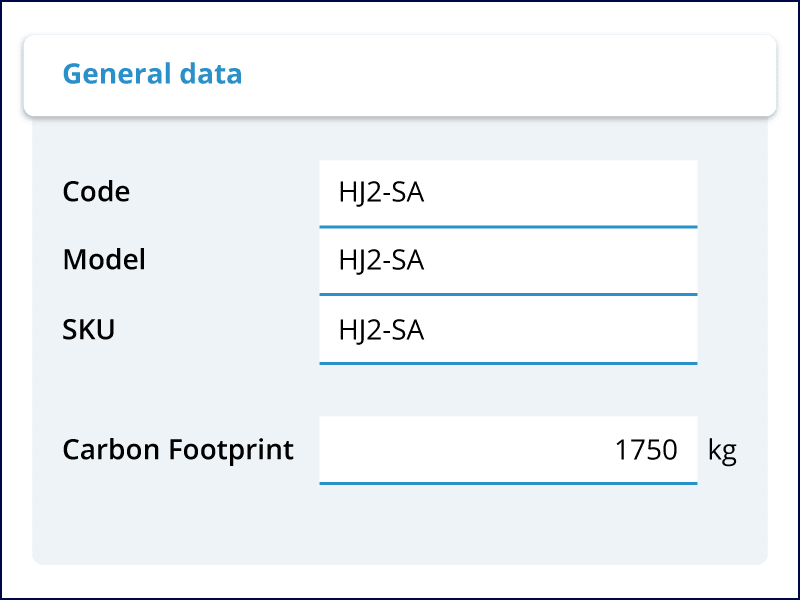
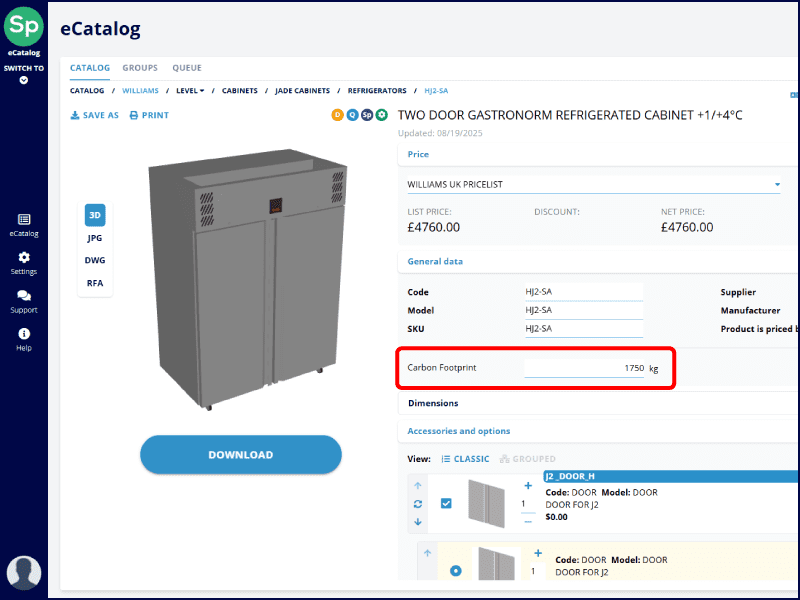
Our development team is currently rolling out TM65 data within the Specifi eCatalog in stages. Users will soon be able to find a product’s carbon footprint rating under General Data or as a document attachment. Once in place, the footprint rating will also be embedded when downloading equipment design blocks, keeping this crucial detail attached to the specification process.
The next phase will see this information implemented in Specifi Design. When inserting products from our eCatalog, users will not only see the TM65 rating, it’ll also be included when generating schedules. This ensures that carbon data becomes an integral part of the design and reporting workflow. This data will then flow into Specifi Quote, when synchronised from the design.
In the UK, this information will very soon be unavoidable, particularly for public sector and government-backed projects. Distributors and manufacturers will be required to report carbon figures for each piece of equipment. Specifi’s role is to display and carry forward the data provided by manufacturers. Currently, Williams Refrigeration is among the first manufacturers in Specifi to include TM65 information, but this will grow rapidly over time.
This is just the beginning of a staged rollout. Specifi is committed to developing this capability further, ensuring that our users remain ahead of regulatory requirements and can continue to deliver responsible, future-ready kitchen projects.
Contact Us to Learn More
Ready to experience the power of Specifi? Visit our website to learn more. For any questions or to discuss your next project, reach out to Simon Lilley, Business Development Manager for the UK & Ireland, at s.lilley@specifiglobal.com.

Over 10 years of Adande in Ynyshir Restaurant
News
Situated in the beautiful Welsh countryside, Gareth Ward’s two-Michelin-starred restaurant Ynyshir delivers a unique culinary experience with an intimate, luxurious atmosphere. The kitchen features VCS2 and VCR2 units under the counter, all used to cool pristine ingredients, crafted boards and culinary tools.
The open kitchen design showcases how the drawers seamlessly integrate into their workflow. Used for premium ingredients including sensitive items like tuna, foraged local produce, and house-made birch syrup, the Adande drawers provide the precise temperature control essential for Michelin-starred cuisine. The culinary team particularly values the large, accessible space in the insulated container; perfect for handling large premium ingredients.
Adande team: Given Ynyshir’s reputation for innovative Michelin star cuisine, how do our drawers support your creative process?
Head Chef Gareth Ward: “The Adande drawers support what we do really well. They fit beautifully and slickly within the kitchen. They’re very simple to use. The whole design lets us open our full potential, using them in service, especially. So, yeah, it’s a really big part of the success in the kitchen. If I were designing a new kitchen tomorrow, I would 100% have Adande drawers again.”
Discover the full testimonial and more on the Adande website: adande.co.uk/ynyshir-restaurant-and-rooms-with-adande-drawers/
