











Nor:disk discloses product related CO2 emissions with hopes of inspiring industry change
Nor:disk discloses product related CO2 emissions with hopes of inspiring industry change
Swedish ware washing supplier Nordisk Clean Solutions – formerly known as Granuldisk – has been working actively with the UN 17 Global Goals for the past two years, and one of the key initiatives has been to conduct GHG protocols: measuring the company’s and its related products’ impact on global warming.
– Part of the GHG calculations is related to the products we develop and manufacture. To measure their impact we had to make detailed LCAs – lifecycle analyses – for each of the products in our Granule range. As we reviewed the data and more importantly compared it to estimates for the world’s most common pot washing method, the 3-bowl sink, we realized we had to disclose it to help the industry take more informed decisions for their businesses, says Sustainability Manager Åsa Håkansson.
Emissions related to materials and use-phase
The figures released for the granule product line show the emissions caused by both materials – the full contents of the product – and the use-phase: emissions the product is likely to produce during its expected lifespan.
– The material figures are hard facts – we know exactly what components go into our products down to the very last screw. The use-phase is different since it’s an estimation. We have made our estimations based on data gathered in our day-to-day business, which gives us a good global average to work with: 12.5 years lifespan, 320 active days, and approx. 17-25 wash cycles per day (depending on model).
– The use-phase numbers for our granule machines range between 4-18 tCO2e (tonnes of CO2 equivalents). Compare that to the staggering 52 tCO2e when washing by hand in sinks, and the choice should be obvious.
Localized calculations make strong business cases
As a service to the end-client, the dealership, as well as foodservice consultants Nor:disk also offers to calculate expected emissions for individual cases using local data.
– Our LCAs are calculated based on data derived from day-to-day business, and even though they serve a purpose on a wider scale and in calculations such as GHG protocols, they make little sense when estimating impact in individual cases. But by knowing the location of the site and the average number of meals per day, we can edit the variables to align with the customer’s reality and give a more precise number for them to work with.
Sharing knowledge to drive change
At Nor:disk there is a firm belief that knowledge is power, and that sharing knowledge is key to drive change.
– By disclosing our emissions data, we hope to not only help our end users calculate their impact on greenhouse gas and global warming, but also inspire other vendors and business colleagues to start measuring and sharing their own. We think that CO2 emissions will – and must be – the standard in business going forward.
Next steps – calculations for the Water-Smart range
Apart from Granule technology, Nor:disk also carries a water-based product range – the Water-Smart technology.
– We’re in the process of mapping and calculating impact for our Water-Smart range as well and once we have the numbers, we’re eager to share.
To learn more about how Nor:disk works with sustainability, please feel free to contact Åsa directly at asa.hakansson@nordiskclean.com. If you would like to discuss cases and possible projects for the UK market, kindly reach out to our Country Manager, Keith Broadway at keith.broadway@nordiskclean.com or 0788 064 8055.



Hospitality businesses spend almost double the time...
Hospitality businesses spend almost double the time considering buying new equipment as they do getting rid of the kit they no longer need
Reuse specialist, Ramco, is urging businesses in the foodservice sector to place the same value on the sustainable disposal of outgoing equipment as on the procurement process for new assets.
The alarming new data shows nearly 41% of hospitality organisations in the UK that send their unwanted but working equipment to scrap or landfill, choose this option because it requires less effort than re-homing redundant items.
According to Edie, businesses are responsible for dumping 20% of what ends up in landfill. Conducted by Censuswide, Ramco’s research further reveals nearly a third (29%) of Senior Managers in the hospitality sector who send unwanted items to scrap or landfill say that being more sustainable is not a priority for their organisation.
Paul Fieldhouse, Foodservice Consultant at Ramco, says action is needed and foodservice businesses must take accountability for extending the life of their unwanted equipment: “If businesses want to be sustainable, this ratio needs to change”, says Paul. “We’re urging firms to place the same value on the sustainable management of outgoing equipment as on the procurement of new items”.
“We’re in a climate crisis and yet UK business operations are still running in a way that causes so much unnecessary waste. Shiny new kit is exciting, but the outgoing equipment still holds so much value and, with consideration, can go on to realise its full potential with a new owner.
“It’s disheartening to discover almost 1 in 5 (17%) of hospitality organisations still send working equipment to scrap or landfill rather than giving it a second lease of life in a new home. Of course, organisations need to keep their facilities up to date or bring in more efficient technology, but the outgoing equipment still has potential and holds precious value.
“Some 68% of hospitality organisations say they have unwanted, working equipment sitting idle, they need to ensure these assets don’t go down the scrap or landfill route and instead are rehomed and put back into circulation to fulfil their product lifecycle”.
Paul continues: “We’ve seen a booming second-hand market in recent years, and it shows no signs of slowing and our customers are buying everything from coffee machines to combi ovens. With the cost of doing business continuing to rise, now is a great time to sell redundant assets.

New Novameta Multilayer Table Top
New Novameta Multilayer Table Top
Although the professional kitchen sector is considered to be quite conservative, Lithuanians are changing the trend and introduce a new generation of sustainable table top solution to the world.
Helping to reduce emissions
Today, sustainability is not only a value choice, but also a necessity if we are to achieve the Paris Agreement to make the European Union (EU) the first climate-neutral economy and society by 2050. Innovative Kaunas-based developers are already bringing a new generation of sustainable table top to the market today.
According to Mindaugas Jonuškis, the managing director of UAB Novameta, a manufacturer of customized stainless steel equipment for professional kitchens, the search for this solution was prompted by both the wish to offer more environmentally friendly products to the market and the desire to continue maintaining a leading position, making the company’s products the market standard.
“There isn’t a single professional kitchen that doesn’t have a simple worktable with stainless steel table tops. We estimate that we sell up to 15 000 square meters of table tops a year. It’s the most recurrent product, therefore making it more environmentally friendly, lighter but stronger has been a 25-year dream.
Today, we are proud that we have finally succeeded in creating a new generation of multilayered table tops with a thickness of 2 mm, made from recyclable materials. It does not contain wood panel, which often contains harmful formaldehyde, and silicone is no longer used.
It will be possible to simply melt new table tops at high temperatures and the materials will be brought back to life. It’s an environmentally friendly solution that has retained all the advantages of the existing table top,” he says.
Tailored to all markets
In addition to being environmentally friendly, the company’s engineers also took the needs and standards of different markets into account when developing the new product.
“We used to have several different types of table tops, some of which were in demand in Lithuania, others in Scandinavia while others in Germany etc. Our engineers have had to perform many different tests, from acoustic to robustness, flexibility and more, and our manufacturing processes have changed, but today we have all the top solutions from different markets in a new generation of table tops to create a unique and versatile product.
In Germany, for example, a special table top edge is very much needed to prevent water from getting under the table top. This prevents bacterial build-up, unpleasant odours and makes the product more durable. In many Western markets, this is exclusively a restaurant standard. But from now on, all of our table tops will be made with such edges. At the same time, it will be up to 80% lighter and fully waterproof, heat-resistant, made of recyclable materials and will retain all the complementary solutions of our former table tops,” says Jonuškis.
According to Jonuškis, the new product will be adaptable without having to redesign the entire kitchen.
“The new design is distinctive in that the table top can be mounted on most frames, even if they are not made by us. This will allow restaurant and café owners to easily and cost effectively renew only the table tops instead of replacing the entire equipment, to have more environmentally friendly solutions and to be more responsible with their consumption. This is how we are solving future problems of our customers today,” says Jonuškis, the managing director of Novameta.
According to him, the change in this product will have a major impact not only on Novameta, but also on the market as a whole, which is also slowly moving towards sustainability.

Cater-Bake Launches Scrappage Scheme for Commercial Conveyor Ovens
Cater-Bake Launches Scrappage Scheme for Commercial Conveyor Ovens
Cater-Bake, the UK’s leading provider of commercial kitchen equipment, is launching a revolutionary scrappage scheme for conveyor ovens.
The new initiative will provide customers with an easy and convenient way to dispose of their old commercial Conveyor ovens in exchange for money off a new one. Through the scheme, customers can receive a minimum of £500 cashback when they trade in their old oven.
The scrappage scheme is designed to make it easier for customers to upgrade or switch to a different model, cutting out any hassle associated with disposing of an old unit, and provides bonus value on top of already great prices that customers get from buying from Cater-Bake.
There are many reasons why customers may want to replace their current conveyor ovens, such as cost of repairs, energy efficiency, or wanting a bigger(or smaller) and better model. Cater-Bake understands how important it is to have efficient and up-to-date cooking equipment and is making it easier than ever for customers to make the switch. It also benefits the environment by keeping these older, less energy-efficient models out of landfills.
Steven Lilley sales director says “There’s many kitchens out there who are working with old, outdated, inefficient and under performing ovens.
This scrappage scheme can help give owners the confidence to make a positive move for their business. It’s a practical solution to a common solution.”
The scrappage scheme is open to all existing and new Cater-Bake customers. To take advantage of this offer simply get in touch with one of the team to discuss your current model and the requirements of a new model, if eligible, the scrappage scheme will be applied automatically when you purchase the new convection oven from Cater-Bake.
Mark Hutchings, Managing Director says: “Disposing of old ovens is a conundrum for many. People don’t want to scrap their old oven when it may have some value to it, but they also don’t want to have to negotiate timewasters when trying sell to it. We’re offering a minimum on £500 on selected ovens to take them away at no effort to the customer. Out with the old; in with the new – Minimum disruption.”
Cater Bake hold stock of an extensive range of conveyor ovens. This makes the whole process a breeze. And here’s the best part – all Zanolli Conveyor Ovens come with an amazing 3-year warranty, making them the only company worldwide offering this level of coverage. So, you won’t find a better deal anywhere else!
The scrappage scheme is just one example of how Cater-Bake is continuously looking for ways to provide value-added services and solutions to its customers – ensuring they remain at the forefront of the commercial kitchen equipment supply industry in the UK.
Take advantage of Cater-Bake’s revolutionary scrappage scheme by getting in touch with the team on 0151 548 5818 or email info@cater-bake.co.uk
Protecting Combination / Steam Ovens for ceda Members
Protecting Combination / Steam Ovens for ceda Members
The quality of feed water going into your combi-oven has a dramatic effect, not only on the quality of your end product but also on the reliability and longevity of the equipment. Various contaminants in mains water can lead to scaling and corrosion of machine parts, causing equipment failure and potentially leading to expensive and time-consuming service call outs. This is a widespread problem that needs addressing.
The effects of metal corrosion and mineral scale formation on steam equipment:
- Fractures, Pin holing and Leaks
- Damaged Boiler Shells
- Increased Energy Usage
- Damaged Cabinet Walls and Racks
- Clogged Spray Heads and Tubing
- Increased Operating Costs
- Damaged Sensors and Probes
- Slower Heating Times
- Reduced Equipment Life
- Damaged Steam Generators
- Longer Cooking Cycles
- Increased Maintenance Co
What are we Looking to Achieve?

Remove Limescale

Prevent Equipment
Corrosion

Remove Chlorine
& Sediment
The Solution - Everpure Claris
Recommended for*

6 GRID* 10 GRID* 20/40 GRID*
Filter Heads
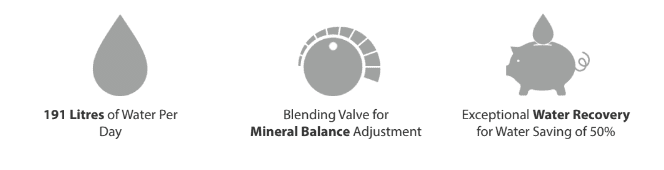
The Claris system’s filter head (sold separately) contains a unique Duo Blend™ bypass valve which provides unequalled accuracy for scale and acidity control by enabling precise adjustment which, unlike some other systems is not affected by flow rate.
- Comes in both 3/8” push fit and 3/8 BSP Male
- Has a built-in flush valve
Operation
- Removes limescale via an Ion selective media.
- Removes Chlorine via a block of activated carbon.
- Reduces sediment and heavy metals.
Benefits
Prevents scale formation on surfaces.
All cartridges offer a 5-stage filtration process, which includes:
- Prefiltration
- Carbonate hardness adjustment
- Fine filtration
- Highly effective carbon block
- Solid membrane filter
Conserv 75S - High Efficiency Reverse Osmosis System
For any sites where the total dissolved solids (TDS) is particularly high then we can offer the Conserv 75S the Reverse Osmosis specifically designed for combination / steam ovens. This will remove 98% of contaminants and prevent corrosion and scale formation.

For more infomation please contact our ceda representative
Supplementary Products

Claris Carbonate HardnessTest Kit
SKU: EV433940
Use to obtain a baseline measurement of hardness, which is essential information when setting up any new system designed to deal with water hardness.

Everpure Scout Digital Flow Meter
SKU: EV433934
Essential if you wish to determine filter cartridge replacement intervals accurately. Monitors the volume of water going through a filter and displays the remaining filtration capacity in litres.

Connected Digital Water Meter & Wi-Fi Hub
SKU: IMETERHUBB
Water flow measurement at your fingertips. Monitor your filter’s lifecycle and performance, avoiding unnecessary guesswork with filter replacements. The iHub sends data via WiFi making it easy to access your data anywhere.
For More Information Please Contact Ben Smith.
As the divisional catering and refrigeration lead for Aqua Cure, with a wealth of sector experience Ben acts as our ceda contact lead for all member requirements. Contact Ben on: 01704 516916 | ben.smith@aquacure.co.uk

Williams launch range of new blast chillers
Williams launch range of new blast chillers
Built to increase food safety, efficiency, and profitability
Williams Refrigeration has released new versions of its reach-in blast chillers and blast chiller/freezers, providing significant improvements over previous models.
Blast chilling is a key process for cook chill systems, allowing businesses to safely chill and store food in batches before regeneration is required. The new models ensure chilling food safety regulations are followed by rapidly chilling food through the danger zone where harmful bacteria can grow, to a safe storage temperature.
The complete range uses natural hydrocarbon refrigerant. As the charge is less than 150g it falls beneath the threshold for hydrocarbon equipment, which means there’s no need for costly insurance or zone control and allows the unit to be installed directly on a cookline.
Chilling and freezing times have been reduced compared to previous models, offering increased efficiency. The powerful food probe sensor, fitted in every model, can save energy by stopping the cycle as soon as the food reaches the required temperature. This probe can be stored away helping to avoid damage when not in use.
While some manufacturers promote a maximum capacity for their blast chiller/freezers, this is often smaller for freezing than it is for chilling. However, Williams’ blast chillers have the same capacity regardless of whether it is being used to freeze or chill.
The overall design has also been improved, with a sleek new look. The popular, easy to use Williams EasyBlast (WEB) controller makes it easy for staff to program the cycle, while a clear digital display shows the elapsed time and the food probe temperature.
A full-length integral door handle provides an easy to use, non-slip grab that is designed to be easy to clean, with no potential dirt traps.
The reduction in chilling and freezing times helps to deliver significant savings in energy compared with previous models, and the range has BREEAM accreditation.
Williams blast chiller and chiller/freezer ranges are available in both reach-in and roll-in models in a variety of capacities. Its new range of reach in models are available from the compact 10kg undercounter unit up to 50kg cabinets while roll in models start from 70kg capacity up to 320kg.
Operator Benefits
- Reduce food waste
- Increase productivity
- Effective resource management
- Increase profitability
- Guarantee of food safety and HACCP guidelines
More details on Williams new Blast Chillers and the cook-chill process can be found at https://marketing.williams-refrigeration.co.uk/blastchillers/